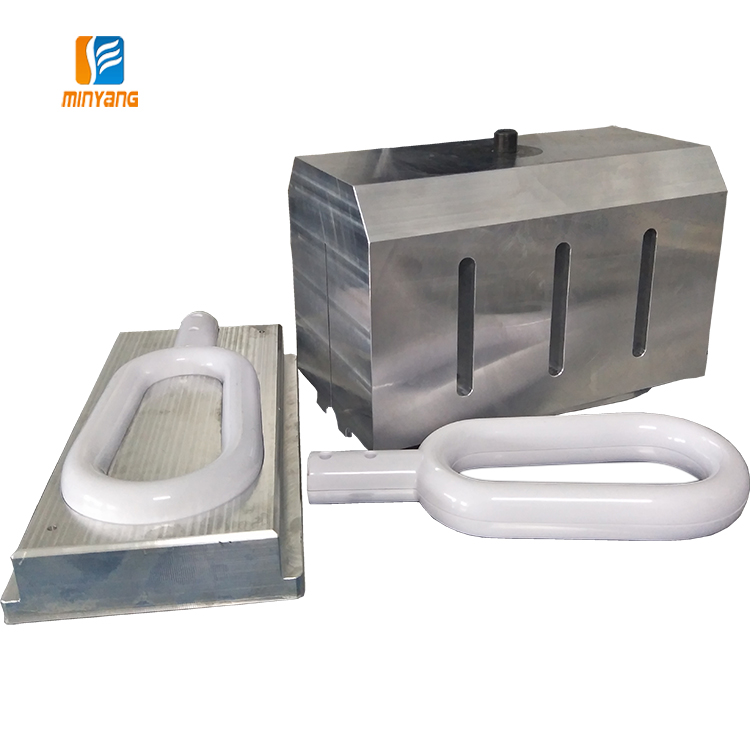
Ultraljudshornär en av de mest djupgående aspekterna av ultraljudsteknik.Även MED FLERA ÅRS AV DESIGN- och utvecklingserfarenhet är VI övertygade om att endast genom strikta tester och kvalitetskontroller kan vi producera det bästa svetshuvuds.Våra ingenjörer kommer att svetsa huvudets akustiska egenskaper och mekaniska egenskaper för perfekt kombination, designa mest i linje med kundernas behov av produkter,ultraljudsformär en nyckelparameter, ultraljudsformens amplitudparameter är också mycket viktig i praktiken!
Mögelamplitudparameterdesign: amplitud för svetsmaterial är en nyckelparameter, motsvarande ferrokromtemperaturen, temperaturen kommer inte att nå sammansmältningen, temperaturen är för hög kommer att göra råmaterial vidbrända eller leda till strukturella skador och försämring av styrkan.På grund av olika val av givare är olika, amplituden på givarens utgång efter passning av olika variabla förhållande mellan amplituden och svetshuvudet, kan arbeta korrigering av svetshuvudets amplitud för att överensstämma med kraven, vanligtvis givarens utgångsamplitud för 10-20 mikron, och arbetsamplituden, vanligtvis cirka 30 mikron, och amplitudförändringen av svetshuvudet än med amplituden och formen på ett svetshuvud, före och efter ytförhållandet och andra faktorer, form, såsom exponentiell amplitudvariation, funktionell amplitudvariation, amplitudvariation av stegtyp etc. har stor inverkan på förhållandet, areaförhållandet före och efter det totala förhållandet är proportionellt mot förhållandet.Om du väljer de olikaultraljudssvetsmaskin, det enklaste sättet är att göra det enligt svetshuvudets andel, vilket kan säkerställa stabiliteten hos amplitudparametern.

Formfrekvensparameterdesign:Ultraljudssvetsarehar en central frekvens, såsom 20KHz, 40khz, etc. Arbetsfrekvensen försvetsmaskinerbestäms huvudsakligen av den mekaniska resonansfrekvensen för givaren, boostern och hornet.Generatorns frekvens justeras enligt den mekaniska resonansfrekvensen för att uppnå detsamma.Desvetshuvudär gjord för att fungera i resonant tillstånd, och varje del är utformad som en resonator med en och en halv våglängd.Både generatorn och den mekaniska resonansfrekvensen har ett resonansarbetsområde, såsom den allmänna inställningen på ±0,5 KHz, inom vilken svetsmaskinen kan arbeta normalt.Vid tillverkning av varje svetshuvud kommer resonansfrekvensen att justeras, och felet mellan resonansfrekvensen och designfrekvensen måste vara mindre än 0,1 kHz.Till exempel, 20KHz-svetshuvudet, svetshuvudets frekvens kommer att kontrolleras i 19,90-20,10khz, och felet är 5‰.
Formvibrationsnoddesign:svetshuvudet och smörjstången är utformade som en halvvågsresonator med arbetsfrekvens.I arbetstillståndet är amplituden för de två ändytorna störst och spänningen den minsta, medan noden som motsvarar mittpositionen har noll amplitud och maximal spänning.Allmän design för fast nodposition, men vanligtvis är den fasta positionen för designtjockleken större än 3 mm, eller spåret är fixerat, så den fasta positionen måste inte vara noll amplitud, detta kommer att leda till vissa samtal och en del av energin förlust, för ljud vanligtvis med en gummiring med de andra delarna, eller med ljudisoleringsmaterial för skärmning. Energiförlusten tas med i beräkningen vid design av formamplitudparametrar.
Mer än 10 års försäljning, justering av maskin- och svetserfarenhet, bekant med egenskaperna hos olika utrustningar och olika plastsvetsar, nitegenskaper, noggrann designformamplitud;Det finns många konventionella testsvetsformar som kan ge kunderna provsvetsexperiment och ge exakta svetsresultat.
På frekvens:Det finns fel i frekvensen för givaren och smörjstången för varje utrustning, och inställningsområdet ligger i allmänhet inom -0,6+0,1khz.Därför gör vi produkterna enligt standardfrekvensen minus 0,25khz när kunden inte anger frekvensen.Till exempel är frekvensen för 15KHZ-formen vi gör 14,75khz.Frekvensen på 20KHZ är 19,75khz, så alla tillverkares utrustning kan användas;Vi garanterar att formarna tillverkas många gånger med minimala fel, så att formarna kan bytas ut utan att behöva justera utrustningens frekvens eller bara lite finjustering.
Amplitud:0,77um 0,56um 0,40um 0,35um 0,30um 0,25um (motsvarande frekvensen av föregående artikel i tur och ordning)
Om amplituden:eftersom prestandan för varje utrustning är ojämn, det finns bra och dåliga, kommer vi att göra lämplig amplitud enligt prestandan hos den utrustning som används av kunderna och svetsproduktens material;
Mingyang ULTRASONIC EQUIPMENT CO., Ltd.är en professionell FoU, tillverkning, försäljning av ultraljud utrustning/design/ultraljud mögel samarbete företag.För att förbättra kvaliteten köpte vi 5 CNC-datorgravyrmaskiner och förkortade formningstidscykeln för att slutföra designen och produktionen av svetshuvudet på relativt kort tid.Nu förutom storskalig produktion av olika standardspecifikationer och produktion av motsvarande svetshuvud, företaget har ett svetshuvud (HORN) design och produktion verkstad, det är engagerade i svetshuvud produktion av många år av mästare.Enligt olika former, olika krav, med hjälp av USA importerade aluminiumlegeringsmaterial, vackert utseende, hållbart, väl emottaget av kunderna.
Posttid: 2022-06-06