Olika svetshorn krävs för olika svetsobjekt, oavsett närfältssvetsning eller transmissionssvetsning, endast halvvågslängds ultraljudshorn kan uppnå den maximala amplituden av svetsändytan.Ultraljudshorn, tillgängliga med och utan amplitud.Ultraljudsplastsvetsmaskiner gör ultraljudshorn med hjälp av ultraljudsprinciper.
Ultraljudsformdesignen är inte lika enkel som dess utseende, när du använder ett felaktigt bearbetat eller oavstämt svetshorn kommer det att orsaka dyra förluster för din produktion - det kommer att förstöra svetseffekten, eller ännu mer allvarligt kommer direkt att leda till skada på givaren eller generator.Ultraljudsformdesign kräver mycket specialiserad kunskap och färdigheter – hur säkerställer man att svetshornet kan fungera ekonomiskt?Hur man säkerställer att svetsformen effektivt kan överföra den mekaniska vibrationen som omvandlas av givaren till arbetsstycket, våra ingenjörer har fullt ut övervägt varje länk.
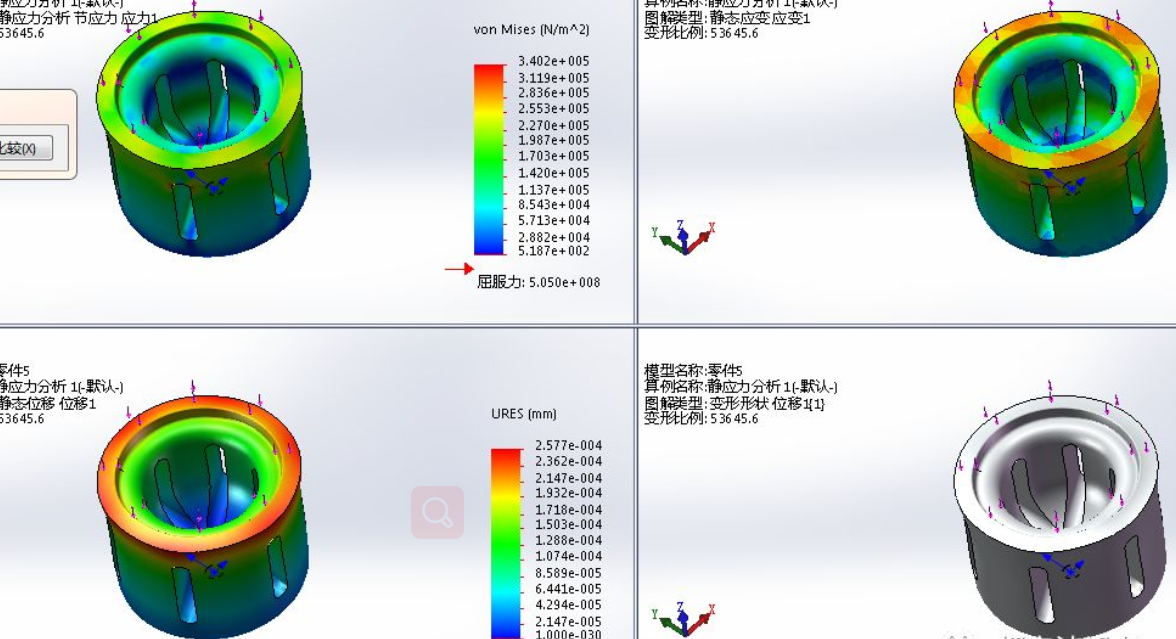
Svetshorn är en mycket viktig del i ultraljudsplastsvetsutrustning, och dess design är direkt relaterad till svetskvaliteten.Bandsvetsfogen är uppdelad i flera lika delar genom rimlig slitsning, och varje element kan behandlas som ett sammansatt steghorn.Frekvensekvationen för svetsfogselementet erhålls genom överföringsmatrismetod, som ger en teoretisk grund för utformningen av bandslitsfogen.

De experimentella resultaten visar att den uppmätta frekvensen och den designade frekvensen är bra för bandsvetsfogen som designats av denna ekvation.Denna designmetod har uppenbar fysisk betydelse, enkel beräkning och är mycket lämplig för teknisk design.Dessutom kan inverkan av spårnummer, spårbredd och spårlängd på svetshuvudstorleken bekvämt beräknas genom att använda denna metod, som också ger en teoretisk grund för optimeringsdesignen av svetshorn.
Ultraljudsplastsvetsutrustning består i allmänhet av ultraljudsströmförsörjning, ultraljudsvibrationssystem och tryckmekanism, och ultraljudsvibrationssystemet består av ultraljudsgivare, booster och svetshorn.Ultraljudsgivare och horn är i allmänhet utformade för att resonera vid en viss frekvens och behöver inte ändra de olika svetsdelarna, och svetshornet måste vara speciellt utformat efter formen på svetsdelarna.Det goda eller dåliga med dess design är direkt relaterat till svetskvaliteten, så det är en mycket viktig del i svetsutrustningen.
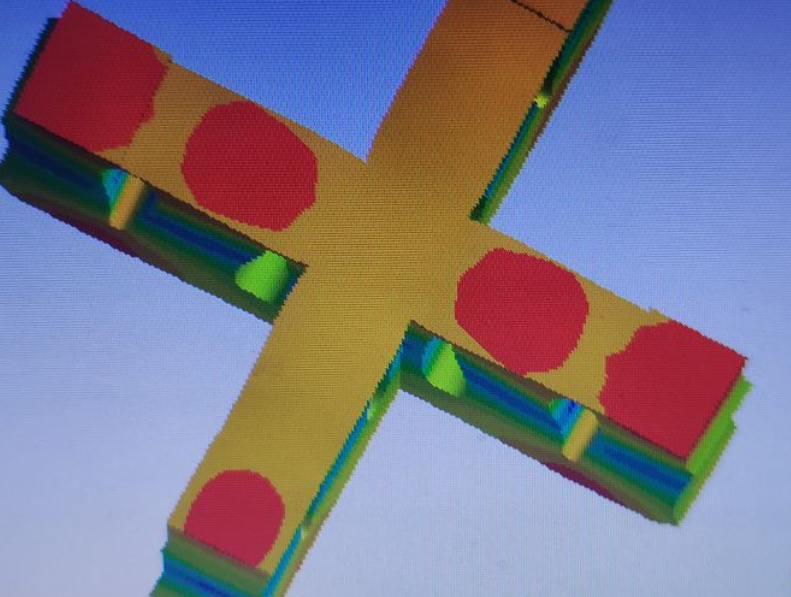
För stora svetsdelar behöver de det stora svetshornet, och dess storlek är ibland nära eller mer än en longitudinell våglängd, då kommer svetshornet att producera allvarliga tvärgående vibrationer, vilket resulterar i ojämn förskjutningsfördelning av dess strålningsyta.För att erhålla tillfredsställande amplitudfördelning har vissa metoder, såsom slitsning, slitsöppning, tillsats av ytterligare elastomer och sekundär design, lagts fram.
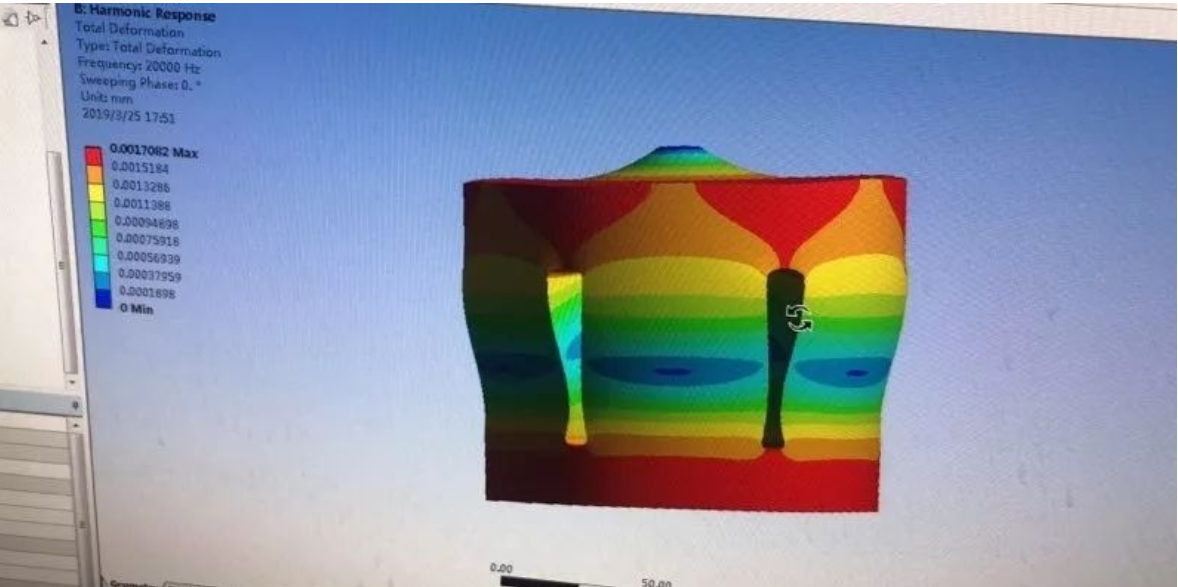
Vibration kontrolleras, bland vilka slitsning är den vanligaste metoden för att simulera tvärgående vibrationer av svetsfogar.På grund av formens komplexitet är det svårt att få en strikt analytisk lösning för de slitsade svetsfogarna, så numeriska beräkningsmetoder som Ansys metod används oftare för att analysera dessa problem.Enligt tidigare studier är numerisk metod mer lämpad för senare optimeringsdesign av svetsfogar, och har ingen fördel när det gäller att uppskatta storleken och frekvensen av svetsfogar i det inledande konstruktionsstadiet.För att säkerställa bättre optimeringsresultat är det mycket viktigt att uppskatta strukturstorleken som grovt sett kan uppfylla designkraven, så det är av praktisk betydelse att studera designteorin för stora svetsfogar med spårkonfiguration.

Delat spår efter vibrationsanalys av bandsvetshuvudet, svetshuvudet kan delas in i ändenhetens kropp och mittenhetscellen, med användning av den skenbara elasticitetsmetoden och metoden för ekvivalenta transmissionsledningar, längden på de fyra olika enheterna anges respektive och riktning av den höga graden av frekvensekvation, frekvensekvationen kan användas för att designa ett svetshuvud med lång stång, men designprocessen är komplicerad, Valet av vissa parametrar beror på erfarenhet och är inte praktiskt för teknisk tillämpning.I detta dokument är bandsvetsfogen uppdelad i flera lika delar genom rimlig slitsning, och frekvensekvationen för svetsfogselementet erhålls genom transfermatrismetod, vilket ger en teoretisk grund för utformningen av bandsvetsfogen.Konstruktionen har enkel teoretisk beräkning och uppenbar fysisk betydelse, vilket ger en enkel och genomförbar metod för teknisk konstruktion av bandsvetsfog.
Posttid: 16-mars 2022